What is a failure investigation?
A failure investigation is the systematic, evidence-led determination of how and why a component or asset failed. It connects what the failed part physically shows — fracture surfaces, corrosion damage, deformation, microstructure — with its material condition, loading and operating history, to identify the failure mechanism and the underlying root cause.
The objective is never just to name the fracture mode. A good investigation exists to prevent recurrence, capture the lessons, and define practical mitigation. Where relevant, it also weighs safety, environmental, quality, reliability and production factors — because those are the terms in which the failure actually costs you money and risk.
When to contact MTIS
- An unexplained failure has stopped or degraded production and a restart decision is pending.
- Damage is visible but the mechanism or root cause is unclear or disputed.
- Recurring failures where previous quick fixes have not held.
- A supplier or fabrication quality question — material substitution, heat treatment or welding quality — needs an independent technical answer.
- You need a second opinion on an existing failure report.
- Contamination or unknown-substance questions connected to a failure or process upset.
Evidence-preservation guidance requires final technical sign-off before publication.
How MTIS investigates
Every investigation follows a staged, hypothesis-driven method: Evidence → Testing → Fundamental Mechanism / Failure Mode → Root Cause → Action.
- Evidence capture and preservation. The failed component, associated parts, photographs and site information are received, documented and stored securely.
- Background and operating-history review. Drawings, material specifications, fabrication records, operating conditions, maintenance history and the failure timeline are treated as investigation evidence.
- Visual and macro examination within MTIS's inspection capability, with systematic photographic documentation.
- Targeted testing. Each hypothesis defines what must be tested — performed in-house where within our approved capability, otherwise designed and coordinated through specialist partner laboratories.
- Fundamental mechanism / failure-mode identification. The physical evidence is read to establish how the failure initiated and progressed.
- Root-cause reasoning. Plausible scenarios are tested against the evidence and eliminated until the best-supported explanation remains.
- Recommendations and reporting. Findings are reported with practical corrective and preventive actions.
More on the method: how root-cause analysis works in materials failures →
Evidence handling and testing coordination
MTIS maintains limited in-house practical capability for inspection, sample preparation, secure storage and selected materials-processing/support tasks, and works with a network of specialist laboratory partners to access the most appropriate test methods for each investigation.
In practice: examination, macro-documentation, sample preparation and microscopy are handled in-house where within our capability; specialist methods — higher-magnification fractography, composition and material-grade verification, corrosion-product and deposit analysis — are designed by MTIS and delivered through the partner laboratory best suited to the question. MTIS retains the interpretation and the engineering judgement throughout. Client components and information are handled with discretion: documented receipt, secure storage, no disclosure.
How our partner-laboratory model works → · Why it produces better answers →
Failure mechanisms we commonly investigate
Including, among others, the families below. Each links what the damage looks like to its cause and the decision it drives.
Fatigue
- Appearance
- Progressive cracking under cyclic load; beach marks and ratchet marks radiating from initiation sites, ending in a final fast-fracture zone.
- Cause
- Cyclic stresses — mechanical, vibration-driven or thermal — usually concentrated at a geometric feature, weld toe or surface defect.
- Decision it drives
- Change the design detail, loading, material or inspection interval — not just the part. Fatigue vs overload →
Overload — ductile and brittle fracture
- Appearance
- Ductile overload shows gross deformation and a fibrous fracture; brittle fracture is flat, faceted or chevron-marked with little warning deformation.
- Cause
- Load beyond capacity — an operating excursion, a design or material shortfall, or embrittlement that lowered tolerance.
- Decision it drives
- Was the load abnormal, or was the component unfit for the intended load? Two different corrective paths.
Corrosion — general, pitting, crevice, under-insulation
- Appearance
- Wall loss, pitting, localised attack at crevices and deposits, or hidden damage under insulation and coatings.
- Cause
- Material, environment and operating conditions interacting — chemistry, temperature, flow, deposits, coating condition.
- Decision it drives
- Materials, coating, inhibition or operating-envelope changes — and where to inspect next. Pitting & crevice corrosion →
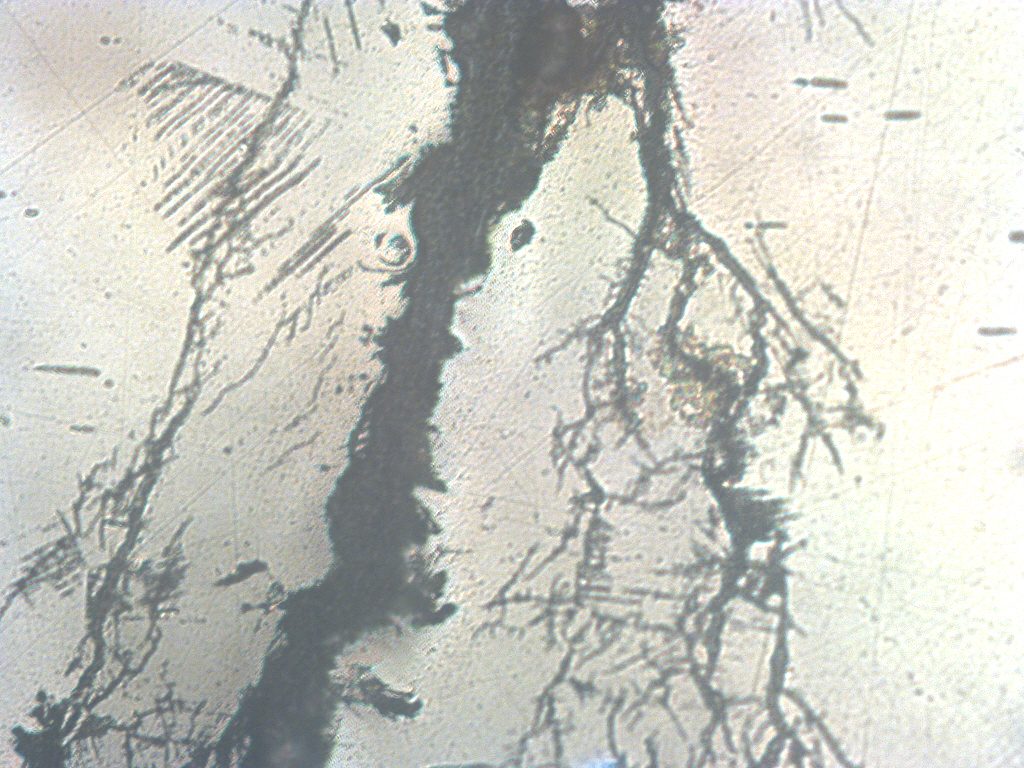
Stress-corrosion cracking and corrosion fatigue
- Appearance
- Fine, often branched cracking with limited deformation (see micrograph above); corrosion fatigue adds cyclic loading to environmental attack.
- Cause
- Susceptible material + specific environment + tensile stress, acting together — remove any one and the mechanism stops.
- Decision it drives
- Material substitution, stress reduction or environmental control — chosen on evidence. SCC explained →
Hydrogen embrittlement and hydrogen damage
- Appearance
- Brittle, often delayed cracking in normally tough materials — frequently at high-strength fasteners and welds.
- Cause
- Atomic hydrogen from processing, cathodic protection or service, combined with stress and a susceptible microstructure.
- Decision it drives
- Processing/bake-out controls, strength-level choices, environment compatibility. Hydrogen embrittlement →
Wear, erosion and erosion-corrosion
- Appearance
- Directional material loss — polished, gouged or scalloped surfaces, often at flow disturbances.
- Cause
- Relative motion or particle-laden/high-velocity flow, sometimes accelerated by simultaneous corrosion.
- Decision it drives
- Material or hardfacing selection, geometry/flow changes, maintenance intervals.
High-temperature degradation — creep, oxidation, overheating
- Appearance
- Bulging, thick- or thin-lipped tube ruptures, scale formation, microstructural change accumulated at temperature.
- Cause
- Sustained or excursion temperatures beyond the material's tolerance at the applied stress.
- Decision it drives
- Short excursion or long-term operation? The answer changes remaining life for neighbouring components. Boiler-tube failures →
Manufacturing and material defects
- Appearance
- Welding flaws, heat-treatment errors, casting/forging defects, or material substitution discovered at early failure.
- Cause
- A gap between what was specified and what was supplied or built.
- Decision it drives
- Independent verification of the technical facts in supplier and fabrication quality questions. Weld failures →
Mixed-mode and sequential failures
- Appearance
- A defect initiates fatigue; corrosion pits become crack starters; overload finishes what cracking began.
- Cause
- Two or more mechanisms in sequence or together.
- Decision it drives
- Fix the initiating cause, not the final fracture — where investigations that stop early go wrong.
Sectors and components
Our failure-investigation experience centres on industrial components, especially oil and gas and the process industries: pipelines, pressure vessels, valves, pumps, welds, bolting, coatings, boiler tubes, heat exchangers and rotating equipment — in restart, replace, recurrence and technical-dispute contexts. We also handle contamination identification and material-verification questions.
Oil & Gas → · Process Industries → · Manufacturing & Fabrication →
What you receive
- A scoped investigation plan agreed before work begins.
- Interim findings where agreed — useful when a restart decision cannot wait.
- A final report: evidence, testing results, identified mechanism, root-cause reasoning and practical recommendations. What a good report includes →
- A follow-up discussion of the findings and what to do next.
How certain will the answer be?
Conclusions follow from documented evidence. We test competing failure scenarios and eliminate those that do not fit. Where the evidence supports it we report a confirmed mechanism; where evidence is incomplete — destroyed surfaces, missing history — we report the most likely mechanism, state the bounds plainly, and say what additional evidence would firm the answer. Root cause is always connected to actions you can implement. We report only what the evidence can support, and avoid promising certainty where the evidence is incomplete.
Why MTIS
- Director-led. Investigations are led by senior Chartered Engineers — not passed to juniors.
- Industry experience first, academic depth behind it. Real oil-and-gas and process-industry failure experience, backed by research-level materials science when the problem needs it.
- The right test, not the nearest machine. Our limited in-house capability plus specialist partner laboratories means methods are chosen to answer the question — free of the pressure to feed a captive lab.
- Honest reporting. Confirmed vs most-likely conclusions, stated bounds, and recommendations you can act on.